
По составленным ранее схемам сверлим сборочные отверстия, поочередно в каждой детали. Теперь подробнее о самом процессе сверления.

Сверление отверстий в торцах деталей.
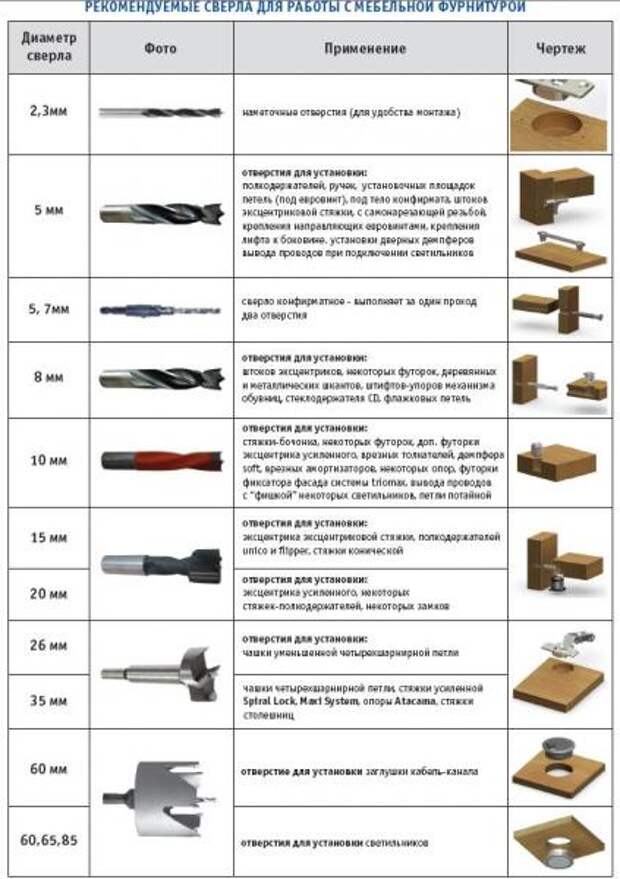
Так как диаметр резьбы конфирмата 6,4 мм, то отверстие в материале должно быть меньшего диаметра от 4,5 до 5 мм., что соответствует диаметру сердечника конфирмата. Это для того, что он бы имел возможность крепко стянуть детали. Если отверстие будет меньшего диаметра, то конфирмат будет закручиваться с большим трудом и раздавливать ДСП по сторонам, а лицевая поверхность ламината может треснуть. Но если отверстие будет больше 5 мм., то конфирмат будет не надежно держаться в теле ДСП и такое соединение расшатается. Для сверления отверстий под конфирматы в торцах деталей используем сверло диаметром 5 мм., в большинстве случаев именно этот диаметр используют в "конфирматном" сверле.
| Разметку со схем переносим на детали. | Что бы сверло пошло точно по метке, накерниваем её шилом. |
| Сверлим отверстия. | Готовое отверстие. |
Правило: при сверлении отверстия в торце, дрель держим строго параллельно плоскости детали, во избежание ухода сверла в сторону, которое может привести к порче детали.
| Отверстие сверлим строго параллельно плоскости детали. | Если дрель держать не параллельно плоскости, то сверло может "уйти" и повредить деталь. |
| Посмотрите видео ролик процесса сверления отверстий в торцах: |
Сверление отверстий в пласти.
Сверление отверстий под конфирматы, в пласти деталей с помощью конфирматного сверла, удобно тем, что все действия совершаются за один проход. А это: сверление основного отверстия - 5мм., сверление уширения под шейку конфирмата - 7мм. и зенковка отверстия под шляпку.
| Разметка. | Сверление |
| Так выглядит правильно засверленное отверстие. |
| |
Как уже говорилось ранее, конфирматное сверло можно заменить используя сверло диаметром 7мм и зенковку.
| Сверление отверстия, сверлом 7мм. | Зенкованное под шляпку конфирмата. |
| Если выбран второй вариант, то рекомендуется во избежании сколов на обратной стороне отверстия, сверление производить не "навесу", а положить деталь плоскостью на поверхность верстака. Под место сверления положить обрезок ДВП, тогда сверло при выходе с обратной стороны не будет "проваливаться" и делать сколы на поверхности, а само отверстие получится более аккуратным.
| Справа, на фото, оборотная сторона отверстия сделанного "навесу", слева с прменением подложки из ДВП. | |
Сверление под шкант.
Сверлим с помощью сверла диаметром 8мм. с установленным ограничителем глубины сверления.
| Выставляем ограничитель исходя из толщины ДСП. | Сверлим в пласти до упора в ограничитель. |
| Затем снимаем ограничитель или выставляем его на глубину 20мм. и сверлим в торцах детатей. | Если разметка была проделана аккуратно, то деталь должна точно встать на свое место, без перекосов. |
После того, как все сборочные отверстия засверлены, приступаем собственно к сборке стола.
Свежие комментарии